
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Memahami Nilai-Nilai Lab: Cara Benar Membaca Warna — Tiga Parameter Inti untuk Kontrol Perbedaan Warna dalam Plastik Rekayasa
“Apakah ΔE sebesar 2,1 pada laporan kolorimeter dapat diterima atau tidak?”
“Pelanggan mengatakan nilai Lab tidak sesuai, tetapi bagi saya warnanya terlihat hampir sama.”
Ini adalah pertanyaan yang didengar tim teknis kami setiap hari. Dalam industri plastik rekayasa, perbedaan warna tidak lagi dinilai hanya dengan mata telanjang. Baik itu suku cadang interior otomotif, rumah elektronik 3C, atau komponen struktural industri, pelanggan hampir selalu menyertakan Standar Penerimaan Perbedaan Warna yang menyatakan dengan jelas: ΔE ≤ 0,5, dengan nilai L, a, b dalam toleransi yang ditentukan.
Jadi apa sebenarnya L, a, dan b itu? Dan mengapa cara ini lebih dapat diandalkan dibandingkan inspeksi visual? Hari ini, kami akan menjelaskan ketiga parameter ini dalam bahasa rekayasa produksi plastik.
I. “Sistem Koordinat” Warna: Ruang Warna Lab
Bayangkan untuk menentukan suatu lokasi di peta, Anda memerlukan garis bujur, garis lintang, dan ketinggian. Ruang warna Lab adalah “sistem koordinat tiga dimensi” untuk warna.
Didirikan oleh Komisi Internasional untuk Penerangan (CIE) pada tahun 1976, standar ini tetap menjadi standar emas global untuk pengukuran warna. Warna apa pun dapat ditempatkan secara unik dalam ruang tiga dimensi ini dengan sekumpulan koordinat (L, a, b).
• Nilai L (Lightness): Berkisar dari 0 hingga 100. L=100 berwarna putih bersih, L=0 berwarna hitam murni. Dalam plastik rekayasa, bagian hitam yang tampak keabu-abuan atau bagian putih yang berubah menjadi kekuningan pada dasarnya merupakan perubahan nilai L.
• nilai (rona Merah-Hijau): Nilai positif menunjukkan warna merah, nilai negatif menunjukkan warna hijau. Ketika ABS tahan api yang seharusnya berwarna merah terang berubah menjadi “merah bata kusam”, kemungkinan besar masalahnya adalah nilai a.
• Nilai b (Warna Kuning-Biru): Nilai positif menunjukkan warna kuning, nilai negatif menunjukkan warna biru. Nilai b adalah parameter yang paling “sensitif” – bahan seperti PBT, PC, dan nilon rentan menguning selama pemrosesan suhu tinggi. Ketika nilai b bergeser positif, bagian tersebut tampak “berubah menjadi kuning”.
II. Tiga Angka, Tiga “Gejala Perbedaan Warna” yang Umum
Di lantai produksi, kami dengan cepat mendiagnosis akar permasalahan melalui perubahan nilai Lab:
1. Penyimpangan nilai L yang besar – Prioritaskan pemeriksaan kondisi material dan proses pencetakan.
• Nilai L tinggi (terlalu putih/pucat): Kemungkinan suhu cetakan rendah atau jumlah titanium dioksida dalam masterbatch warna tidak mencukupi.
• Nilai L rendah (terlalu gelap): Kemungkinan degradasi material (paparan suhu tinggi yang berlebihan) atau ventilasi jamur yang buruk.
2. Penyimpangan nilai yang besar – Prioritaskan pengecekan formulasi bahan.
• Pergeseran nilai positif (kemerahan): Biasa terjadi pada bahan tahan api, dimana bahan tahan api terurai pada suhu tinggi, menyebabkan perubahan warna pada bahan pewarna.
3. Penyimpangan nilai b yang besar – Prioritaskan pemeriksaan kondisi pengeringan dan suhu injeksi.
• Pergeseran nilai b positif (kekuningan): Penyebab paling umum adalah pengeringan berlebihan atau suhu lelehan yang berlebihan. Bahan nilon sangat sensitif – penyimpangan nilai b sebesar 0,5 terlihat “kekuningan” jika dilihat dengan mata telanjang.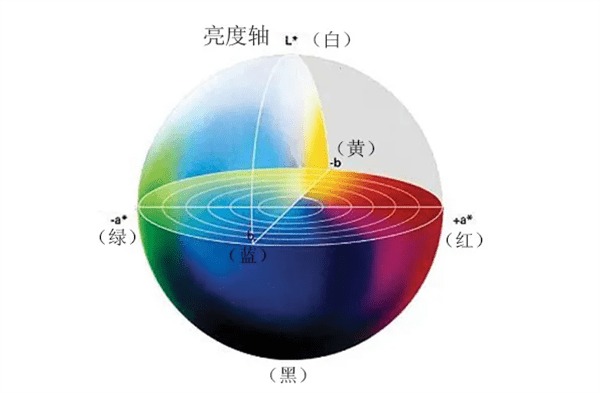
AKU AKU AKU. Apa itu ΔE? Mengapa Kita Tidak Bisa Mengandalkan ΔE Sendiri?
ΔE adalah simpangan gabungan pada dimensi L, a, dan b, dihitung sebagai:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Ini menggunakan satu angka untuk meringkas “perbedaan warna total”, sehingga memudahkan penilaian cepat. Namun, masalahnya adalah: ΔE yang sama dapat mewakili penyimpangan warna yang sangat berbeda.
Misalnya:
• Kasus A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (agak terlalu putih)
• Kasus B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (deviasi pada ketiga arah)
Keduanya memiliki ΔE yang hampir sama, namun Kasus B lebih “kompleks” dan mungkin tampak “lebih berlumpur” jika dilihat dengan mata telanjang. Oleh karena itu, kontrol perbedaan warna profesional harus mempertimbangkan ΔE dan toleransi individu. Standar umum untuk suku cadang interior otomotif adalah: ΔE < 1,0, dengan |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Dari Mana Perbedaan Warna Berasal? Empat Sumber Umum
Berdasarkan pengalaman bertahun-tahun melayani pelanggan, sumber utama perbedaan warna terbagi dalam empat kategori:
1. Variasi kumpulan bahan – Kumpulan plastik rekayasa yang berbeda mungkin memiliki sedikit perbedaan dalam warna dasar. Bahkan untuk grade yang sama, fluktuasi nilai b batch-to-batch sebesar 0,3–0,5 untuk POM bukanlah hal yang jarang terjadi.
2. Proses pengeringan tidak terkendali – Bahan seperti nilon, PET, dan PC sensitif terhadap kelembapan. Pengeringan yang kurang atau terlalu kering dapat menyebabkan warna menguning. Dalam satu kasus, operator meningkatkan suhu pengeringan dari 80°C menjadi 100°C, menyebabkan nilai b melonjak dari 1,2 menjadi 2,8, sehingga membuang seluruh batch.
3. Penyimpangan proses pencetakan injeksi – Perubahan kecil pada tekanan balik, kecepatan sekrup, kecepatan injeksi, tekanan penahan, suhu cetakan, dll., dapat mengubah aliran lelehan dan perilaku kristalisasi, sehingga memengaruhi tampilan warna. Bahan yang diperkuat serat kaca sangat sensitif.
4. Perbedaan lingkungan pengukuran – Colorimeter, sumber cahaya, lubang pengukuran, atau bahkan tekanan yang diberikan oleh operator berbeda dapat memengaruhi pembacaan. Pelanggan dan pemasok harus menyepakati standar pengukuran terpadu (misalnya, iluminan D65, sudut pengamat 10°).
V. Kesimpulan: Warna Dapat Dikelola
Dalam rekayasa plastik, warna bukan lagi sebuah misteri. Tiga angka L, a, dan b mengubah perasaan subjektif “Saya kira warnanya salah” menjadi fakta objektif “nilai L melebihi toleransi sebesar 0,6, nilai b sebesar 0,8.” Memahami empat sumber perbedaan warna membantu kita mencegah masalah sebelum terjadi.



