
- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Faktor -faktor yang mempengaruhi laju penyusutan plastik dan metode modifikasi
Faktor -faktor yang mempengaruhi laju penyusutan plastik
1. Pengaruh material:
(1) Jenis Bahan: Jenis plastik yang berbeda memiliki laju penyusutan yang berbeda (lihat Tabel 1).
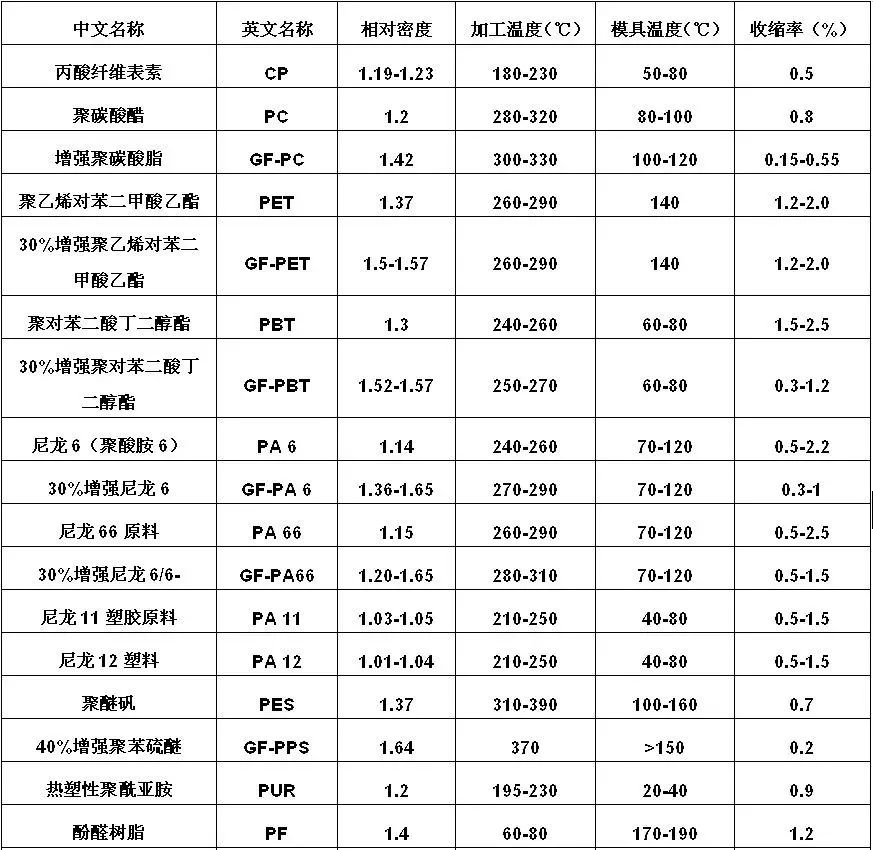
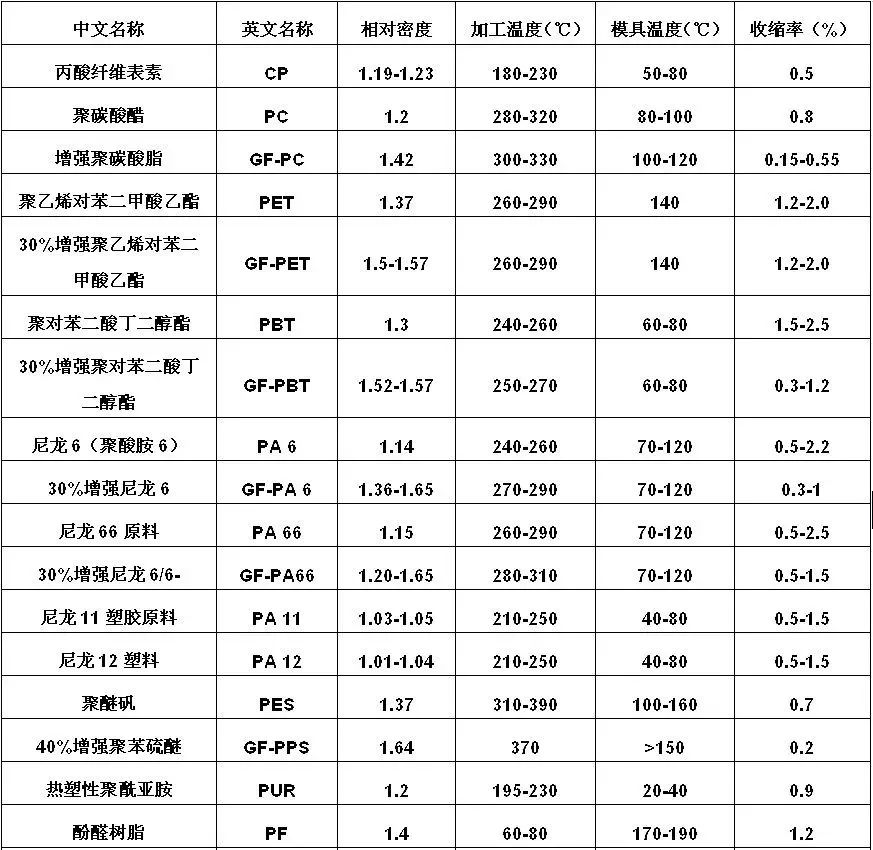
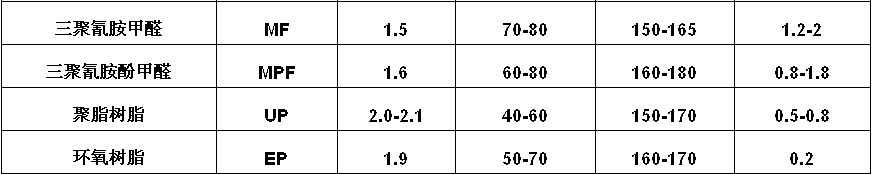
Dari Tabel 1, dapat dilihat bahwa di antara termoplastik, 40%PPS yang diperkuat serat kaca memiliki tingkat penyusutan terendah (0,2%), sedangkan di antara termoset, resin epoksi memiliki laju penyusutan terendah (0,2%). Fluoroplastik memiliki tingkat penyusutan tertinggi, mencapai hingga sekitar 6%; diikuti oleh polietilen densitas rendah (LDPE) dengan laju penyusutan maksimum 5%.
(2) Bahan Kristalinitas: Untuk bahan yang sama, kristalinitas yang lebih rendah menghasilkan laju penyusutan yang lebih kecil. Di antara berbagai faktor yang mempengaruhi, tingkat kristalinitas resin memiliki dampak paling signifikan pada penyusutan.
(3) Berat molekul material: Untuk bahan yang sama, berat molekul yang lebih tinggi mengarah ke laju penyusutan yang lebih kecil. Resin dengan berat molekul yang sama tetapi kemampuan aliran yang lebih baik menunjukkan penyusutan cetakan yang lebih rendah.
(4) Modifikasi Bahan: Menambahkan resin lain, elastomer, atau pengisi ke resin dasar mengurangi laju penyusutannya ke berbagai tingkat. Perbedaan laju penyusutan resin sangat mempengaruhi akurasi dimensi bagian selama pemrosesan leleh. Untuk menghasilkan bagian plastik presisi tinggi, resin dengan laju penyusutan rendah harus digunakan. Sebagai contoh, resin PP memiliki tingkat penyusutan 1,8%-2,5%, dan penyusutannya meningkat dengan penurunan berat molekul, sehingga sulit untuk menghasilkan bagian PP presisi tinggi.
2. Pengaruh Proses Molding:
(1) Dengan suhu cetakan konstan, peningkatan tekanan injeksi mengurangi penyusutan.
(2) Meningkatkan tekanan penahanan mengurangi penyusutan.
(3) Meningkatkan suhu leleh sedikit mengurangi penyusutan.
(4) Suhu jamur yang lebih tinggi meningkatkan penyusutan.
(5) Waktu penahanan yang lebih lama mengurangi penyusutan (penyusutan tidak terpengaruh setelah pemadatan gerbang).
(6) Waktu pendinginan yang lebih lama berkurang mengurangi penyusutan.
(7) Kecepatan injeksi yang lebih tinggi cenderung sedikit meningkatkan penyusutan (efek kecil).
(8) Penyusutan cetakan besar, post-shrinkage kecil; Post-shrinkage signifikan selama dua hari pertama dan stabil setelah sekitar satu minggu.

3. Pengaruh struktur bagian:
(1) Bagian berdinding tebal memiliki penyusutan yang lebih tinggi daripada bagian berdinding tipis.
(2) Bagian dengan sisipan memiliki penyusutan yang lebih rendah daripada bagian tanpa sisipan.
(3) Bagian dengan bentuk kompleks memiliki penyusutan yang lebih rendah daripada bagian berbentuk sederhana.
(4) Penyusutan dalam arah panjang kurang dari penyusutan dalam arah ketebalan.
(5) Lubang internal menunjukkan penyusutan tinggi, sedangkan fitur eksternal menunjukkan penyusutan rendah.
4. Pengaruh Struktur Terbaik:
(1) Ukuran gerbang yang lebih besar mengurangi penyusutan.
(2) Penyusutan tegak lurus terhadap arah gerbang berkurang, penyusutan sejajar dengan arah gerbang meningkat.
(3) Area yang lebih jauh dari gerbang memiliki penyusutan yang lebih rendah daripada daerah dekat gerbang.
(4) Bagian bagian yang dibatasi oleh cetakan menunjukkan penyusutan yang lebih rendah, bagian yang tidak dibatasi menunjukkan penyusutan yang lebih tinggi.
Metode modifikasi untuk mengurangi laju penyusutan plastik
1. Isi Bersatu:
Serat mencakup berbagai serat anorganik dan organik. Mengambil serat gelas sebagai contoh, menambahkan 35% serat gelas ke resin PP dapat mengurangi laju penyusutannya dari 1,8% (tidak terisi) menjadi 0,5%. Plastik yang diperkuat serat kaca panjang yang dikembangkan dalam beberapa tahun terakhir menawarkan keuntungan dalam kontrol penyusutan, menunjukkan tingkat penyusutan yang rendah dan konsisten di kedua arah longitudinal dan melintang.
2. Isi pengisi indorganik:
Pengisi anorganik termasuk bedak, kalsium karbonat, barium sulfat, bubuk mika, wollastonite, dan montmorillonite, dll. Jenis pengisi, bentuk, ukuran partikel, dan tingkat perlakuan permukaan semua mempengaruhi efektivitasnya dalam memodifikasi laju penyusutan resin.
(1) Bentuk pengisi: Pengisi bentuk yang berbeda mempengaruhi pengurangan penyusutan secara berbeda, dengan urutan efektivitasnya adalah: Flake> seperti jarum> granular> bulat. Misalnya, montmorillonite dan mika yang serpihan secara signifikan mengurangi penyusutan komposit.
(2) Ukuran partikel pengisi: Untuk pengisi yang sama, ukuran partikel yang lebih kecil memiliki efek yang lebih besar pada pengurangan penyusutan. Misalnya, dalam PP yang dipenuhi bedak (20% bedak + 8% POE), karena ukuran partikel bedak meningkat dari 1.250 mesh menjadi 5000 mesh, laju penyusutan berkurang dari 1,05% menjadi 0,8%.
(3) Perawatan Pengisi: Perawatan permukaan pengisi meningkatkan efek pengurangan penyusutannya. Misalnya, ABS yang diisi dengan bedak 10% menunjukkan pengurangan penyusutan dari 0,48% menjadi 0,42% ketika bedak diperlakukan dengan agen kopling aluminat.
(4) Pemuatan Pengisi: Untuk pengisi yang sama, pemuatan yang lebih tinggi menghasilkan pengurangan laju penyusutan yang lebih besar.
3. Mengurangi kristalinitas:
(1) Menambahkan agen pereduksi kristalisasi: umum digunakan adalah senyawa molekul kecil yang mengganggu keteraturan molekuler dan menghambat gerakan molekul dalam keadaan leleh, sehingga mengurangi kristalitas.
(2) Menambahkan resin lain: Memadukan sejumlah kecil LDPE atau HDPE ke dalam PP dapat mengganggu kristalnya selama pemrosesan. Resin non-kristalin seperti PS, ABS, PMMA, atau PC juga dapat ditambahkan.
4. Menempatkan elastomer:
Elastomer seperti POE, EPDM, dan SBS dapat ditambahkan. Ketika konten elastomer di bawah 5%, pengaruhnya terhadap pengurangan penyusutan PP serupa. Di atas konten 5%, efektivitasnya berbeda berdasarkan jenis, dengan urutan pengurangan penyusutan adalah: Poe> EPDM> SBS (konsisten dengan efek pengerasannya pada PP). Menggabungkan pengisi anorganik dan elastomer dalam PP menghasilkan pengurangan penyusutan yang lebih baik.
5. Modifikasi Cangkok Kimia:
Modifikasi graft PP dapat mengurangi kristalinitasnya, sehingga mencapai laju penyusutan yang lebih rendah.



